loading
1. 蜗杆副宏观接触区和微观啮合性能均经参数优化设计,并基于工况进行修形。
2. 蜗杆由四轴联动专机精密磨削成型,并经专用测量仪检测,主要技术指标高于GB/T 16445-1996中6级精度要求。
3. 蜗轮采用滚切或铣削成型,无须制造滚刀;铣削齿面光洁度高,不需跑合。
4. 蜗杆副接触斑点优良,整机传动效率高于GB/T 16444-2008要求。
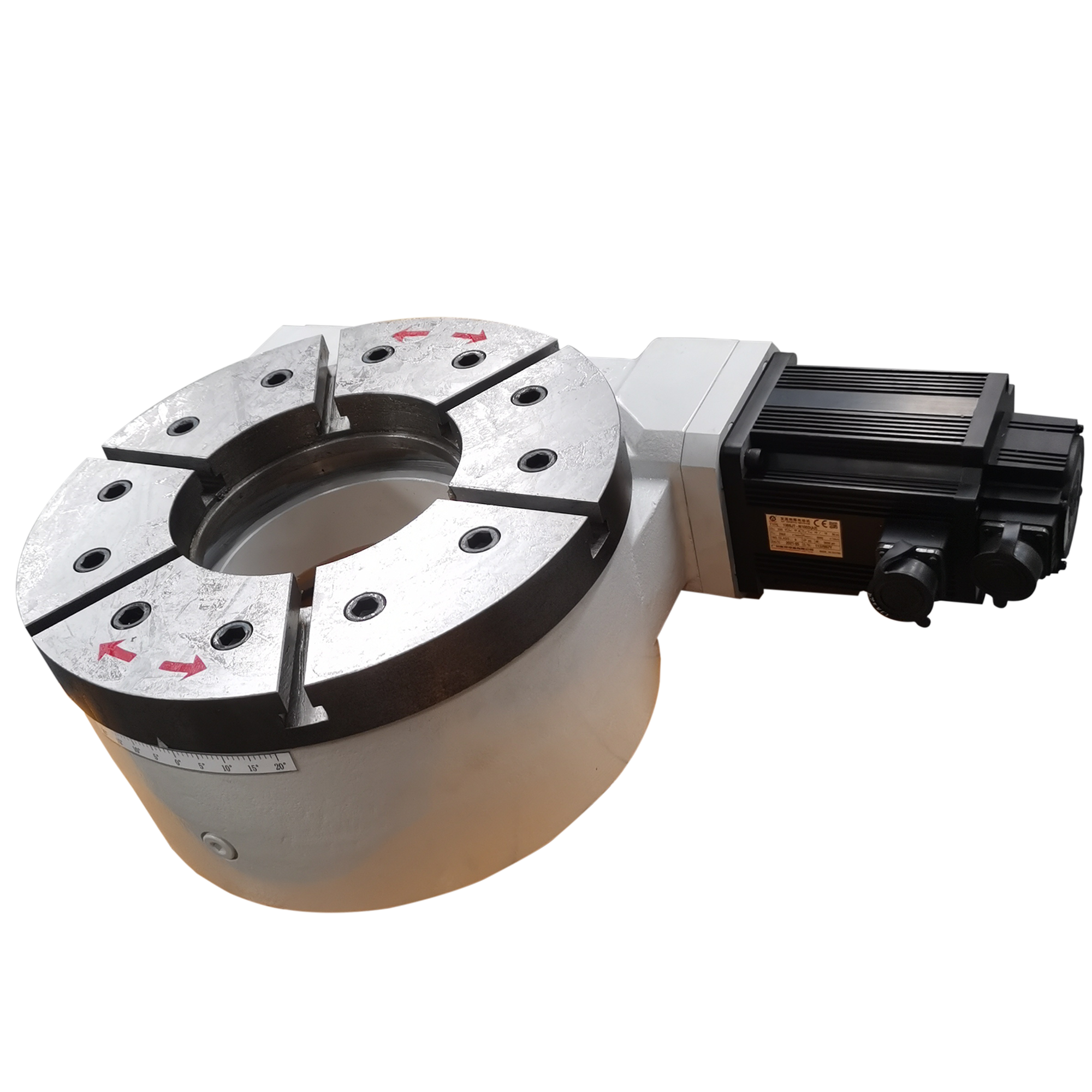
5. 转台中心距100-800,台面直径200-1300,传动比10-120,蜗轮副侧隙1分。
6. 更高精度、更低侧隙蜗轮副请详询。
信息中心
创新与实践
资质证书
行星齿轮减速器
环面蜗杆减速器
圆柱蜗杆减速器
小型齿轮减速电机
齿轮减速电机
专用减速器
常用配套感应电机
常用配套液压马达
文章分享
维护常识
选型参考
工程机械
清洁能源
物流机械
环保设备
矿山设备
建筑材料